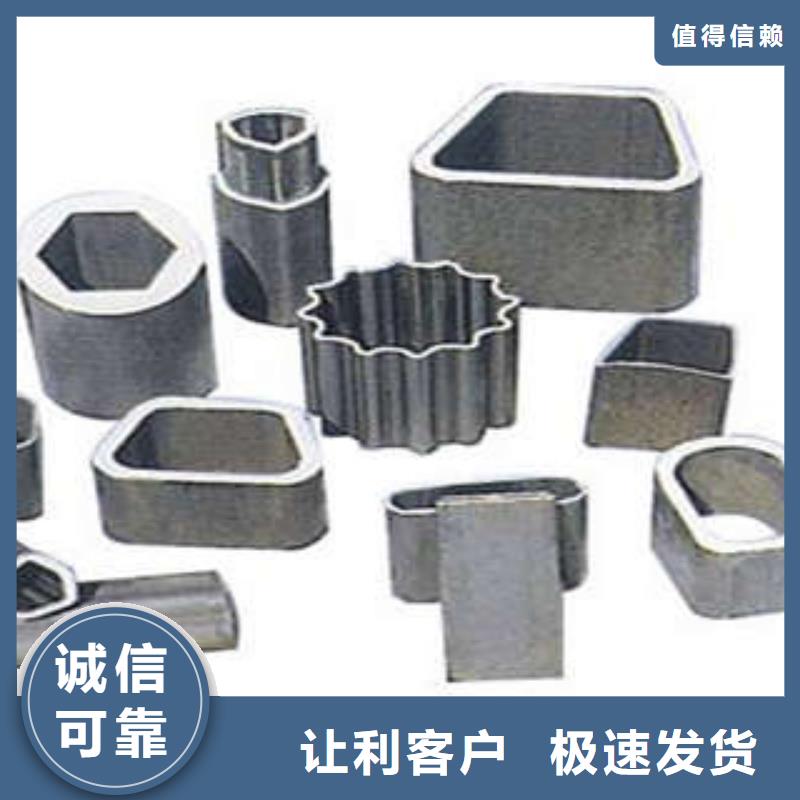

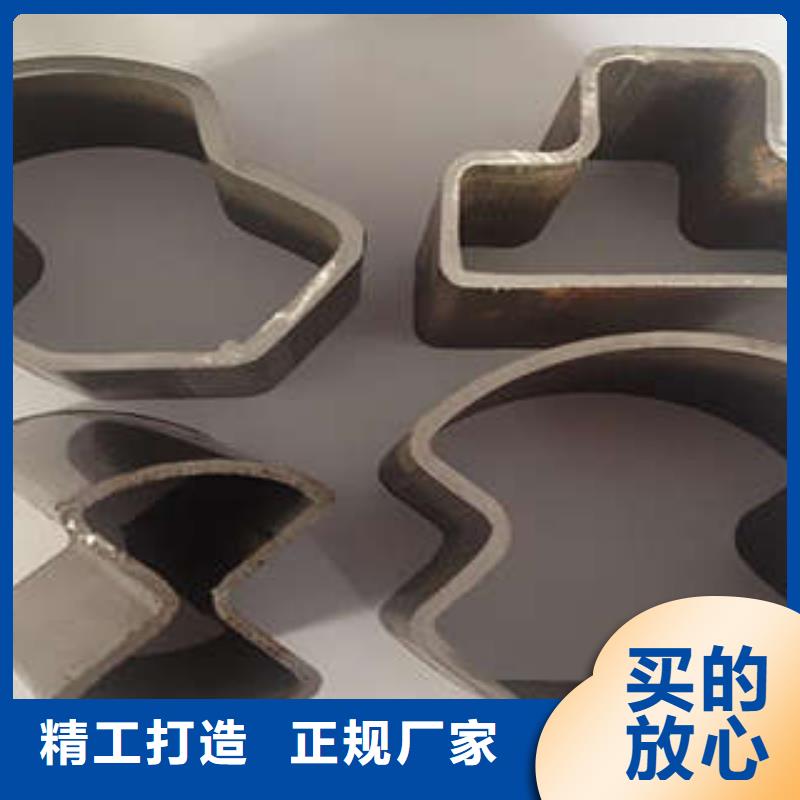
以下是:异型管找恒盛信达钢铁贸易的产品参数在临沂市苍山县采购异型管找恒盛信达钢铁贸易请认准恒盛信达钢铁贸易有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:王立祥-18762195566,QQ:601360604,地址:大邱庄镇陈大公路东300米发货到山东省 临沂市 苍山县、兰山区、罗庄区、沂南县、郯城县、沂水县、费县、平邑县、莒南县、蒙阴县、临沭县)。
精心打磨的产品视频已准备就绪,它将带您深入异型管找恒盛信达钢铁贸易的魅力世界,让您重新发现产品的无限可能。以下是:异型管找恒盛信达钢铁贸易的图文介绍
对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。
采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松一些。
一般在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。
在室外有风的地方进行异型管焊接时,务请采取挡板的措施,而在室内则应采取适当的换气措施。
控制异型管厚度波动的九点措施:
将乳化液的浓度由2.5%提高到4%左右,增大轧制过程中轧辊与异型管带钢有效接触区的油膜厚度,提高润滑性能,降低摩察系数,从而降低轧制力,改善厚度波动。
通过添加酸性添加剂,使乳化液pH值控制在5-5.5,使轧制油颗粒度趋于增大,降低乳化液稳定性,使ESI由60%-80%降低到40%-60%,从而提高油水分离效果,改善异型管的润滑条件。
降低工作辊辊面粗糙度,将辊面粗糙度由0.8-1.0μm减小到0.4-0.6μm。
压缩轧制道次,减小因加工硬化引起变形抗力增大导致的异型管道次轧制力增大,厚度波动。
将轧机正常生产时乳化液的加热温度由50-55 ℃,提高为55-60 ℃,以加快乳化液油滴分子的运动速度,使油滴分子聚集度增大,改善润滑条件。
启车后直接升速轧制,以改善乳化液润滑条件,增加轧辊与异型管带钢之间轧制油量和油膜厚度,减小摩察系数,降低轧制力,减小厚度波动。
临沂苍山恒盛信达钢铁贸易有限公司座落于临沂苍山的 镀锌管生产基地,拥有“ 镀锌管之乡”美誉。主要生产 镀锌管等产品。我公司成立迄今,正是由于各界朋友们对于我们的持续支持与关怀,及本公司全体同仁辛勤的耕耘与付出,使公司持续发展与茁壮成长。展望未来,我公司人怀着感恩之心,来回馈社会,服务顾客。
异型管使用高速切削技术具有如下六个优点:
提率用高速加工中心或高速铣床加工模具,可以在工件一次装夹中完成型面的粗、精加工和汽车模具其他部位的机械加工,即所谓一次过技术,高速切削技术的应用大大提高了管材模具的开发速度。
简化工序常规铣削加工只能在淬火之前进行,淬火造成的变形必须要经手工修整或采用电加工终成形。现在则可以通过高速切削来完成,而且不会出现电加工所导致的表面硬化。另外,由于切削量减少,高速加工可使用更小直径的刀具对更小的圆角半径及模具细节进行加工,节省了部分机械加工或手工修整工序,从而缩短了生产周期。
应用广泛高速切削时,切削力大为减少,切削过程变得比较轻松,高速切削加工在切削度和高硬度材料方面具有较大优势,可以加工具有复杂型面、硬度比较高的异型管及模具。
浅析不锈钢异型管的焊接要点:
不锈钢异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
异型管焊接容易受到风的影响,有时风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。
采用垂直外特性的电源,直流时采用正极性,焊丝接负极。
为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
焊嘴与异型管间的距离以15-25mm为宜。
联系人:王立祥,电话:18762195566,恒盛信达钢铁贸易有限公司在临沂市苍山县本地专业从事异型管找恒盛信达钢铁贸易,临沂市苍山县各个县市以及周边城市均可提供送货上门服务!











